Kích thước lỗ: bàn, dụng cụ, quy trình cắt
Để cắt ren trong trên một bộ phận, trước tiên bạn phải khoan một lỗ. Kích thước của nó không bằng đường kính ren, nhưng nên nhỏ hơn một chút. Bạn có thể tìm đường kính của mũi khoan cho ren trong một bảng đặc biệt, nhưng đối với điều này, bạn cũng cần biết loại ren.

Thông số ren xác định đường kính khoan
Nội dung của bài báo
Cài đặt chính
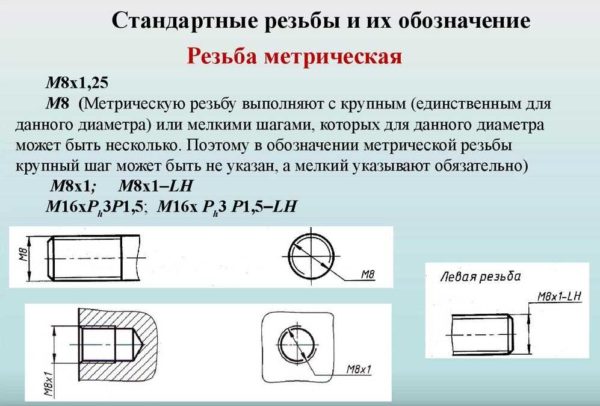
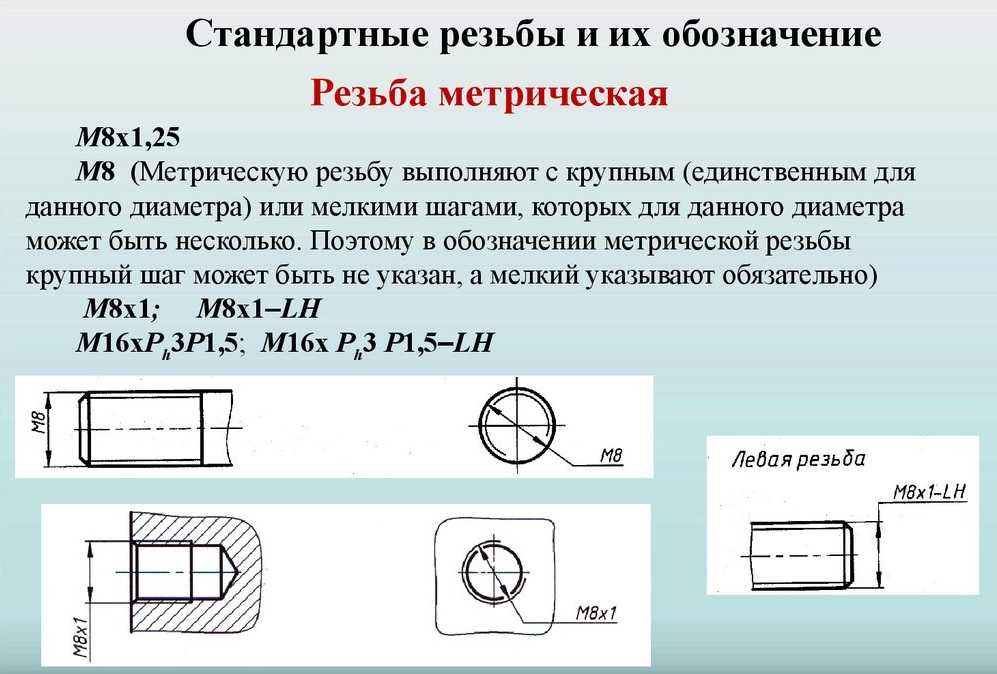
Bất kỳ luồng nào được đặc trưng bởi hai tham số:
- đường kính (D);
- bước (P) - khoảng cách từ vòng lặp này đến vòng lặp khác.
Chúng được xác định bởi GOST 1973257-73. Một bước lớn được coi là bình thường, nhưng một số bước nhỏ hơn tương ứng với nó. Bước nhỏ được sử dụng khi áp dụng cho các sản phẩm có thành mỏng (ống có thành mỏng). Chúng cũng tạo ra một bước ngoặt nhỏ nếu luồng được áp dụng là một cách để điều chỉnh bất kỳ thông số nào. Ngoài ra, một bước nhỏ giữa các lượt được thực hiện để tăng độ chặt chẽ của mối liên kết và khắc phục hiện tượng tự bắt vít của chi tiết. Trong các trường hợp khác, một bước tiêu chuẩn (lớn) bị cắt.
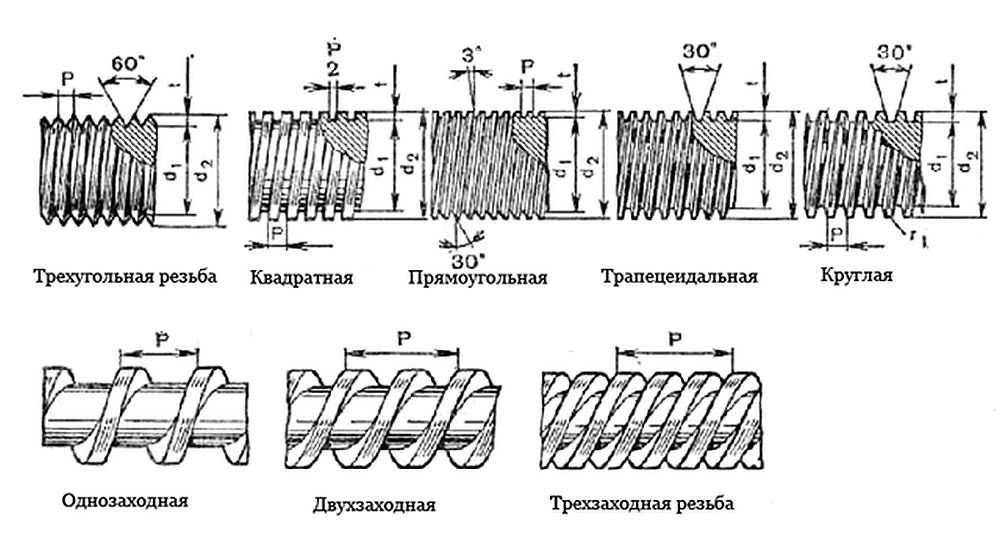
Các loại chủ đề và đặc điểm chính của chúng
Có nhiều loại ren, vì mỗi loại có đặc điểm hình thành riêng nên đường kính của lỗ cho ren là khác nhau trong từng trường hợp. Tất cả chúng đều được viết trong GOST, nhưng hầu hết chúng sử dụng chủ đề hệ mét tam giác và hệ mét côn. Chúng tôi sẽ nói thêm về chúng.
Chúng ta thường thấy các ren hình tam giác trên bu lông và các ốc vít tương tự khác, hình côn - trên hầu hết các sản phẩm ống nước liên quan đến kết nối có thể tháo rời.
Dụng cụ
Để khắc DIY, các công cụ nhỏ được sử dụng:
- khuôn (chúng còn được gọi là lerki) để vẽ các vòng quay từ bên ngoài (thường là trên một đường ống hoặc thanh kim loại (chốt);
- vòi - cho bên trong (ở đây bạn cần phải tạo một lỗ cho chúng trước).

Nhấn (trên cùng) và chết (dưới cùng)

Tất cả các thiết bị này đều được làm bằng hợp kim, có đặc điểm là tăng cường độ bền và chống mài mòn. Trên bề mặt của chúng có các rãnh và rãnh, với sự trợ giúp của chúng mà hình ảnh phản chiếu của chúng thu được trên phôi.
Bất kỳ vòi hoặc khuôn nào đều được đánh dấu - chúng có dòng chữ cho biết loại chỉ mà thiết bị này cắt - đường kính và bước ren. Chúng được lắp vào giá đỡ - cờ lê và giá đỡ - được cố định ở đó bằng vít. Giữ dụng cụ khai thác trong giá đỡ, nó được đặt vào / lắp vào nơi cần kết nối có thể tháo rời. Bằng cách cuộn thiết bị, các lượt được hình thành. Nó phụ thuộc vào cách thiết bị được đặt chính xác khi bắt đầu làm việc, liệu các cuộn dây có "nằm xuống" đồng đều hay không. Do đó, hãy làm những lượt đầu tiên để cố gắng giữ cho cấu trúc đồng đều, tránh sự dịch chuyển và biến dạng. Sau một vài vòng quay đã được thực hiện, quá trình này sẽ dễ dàng hơn.
Có thể cắt ren có đường kính từ nhỏ đến trung bình. Loại khó (hai và ba chiều) hoặc làm việc với đường kính lớn bằng tay là không thể - cần quá nhiều nỗ lực. Vì những mục đích này, thiết bị cơ giới hóa đặc biệt được sử dụng - cho máy tiện có vòi và khuôn cố định với chúng.
Cách cắt chính xác
Bạn có thể áp dụng chủ đề cho hầu hết mọi kim loại và hợp kim của chúng - thép, đồng, nhôm, gang, đồng, đồng thau, v.v. Không nên thực hiện trên bàn ủi nóng - bàn ủi quá cứng sẽ bị vỡ vụn trong quá trình hoạt động và không thể đạt được các lượt chất lượng cao, đồng nghĩa với việc kết nối sẽ không chắc chắn.

Công cụ cho công việc
Sự chuẩn bị
Nó là cần thiết để làm việc trên kim loại nguyên chất - loại bỏ gỉ, cát và các chất gây ô nhiễm khác.Sau đó, nơi mà ren sẽ được áp dụng phải được bôi trơn (ngoại trừ gang và đồng - bạn phải làm việc với chúng "khô"). Có một loại nhũ tương đặc biệt để bôi trơn, nhưng nếu không có, bạn có thể sử dụng xà phòng ngâm. Bạn cũng có thể sử dụng các chất bôi trơn khác:
- dầu lanh cho thép và đồng thau;
- nhựa thông cho đồng;
- dầu hỏa - cho nhôm.
Tùy chọn chuỗi chỉ số
Bạn có thể thường nghe lời khuyên sử dụng dầu máy, dầu khoáng, hoặc thậm chí mỡ lợn khi cắt ren. Chúng hoạt động tốt, nhưng các chuyên gia cho rằng tốt hơn hết là không nên làm điều này - các vụn sẽ dính vào chất nhớt, dẫn đến vòi nhanh bị mòn hoặc chết.
Quy trình cắt lát
Khi cắt ren ngoài, khuôn được đặt thẳng góc với bề mặt của ống hoặc thanh. Trong quá trình hoạt động, nó không nên vẫy tay, nếu không các lượt sẽ trở nên không đồng đều và kết nối sẽ xấu và không đáng tin cậy. Những lượt đầu tiên đặc biệt quan trọng. Nó phụ thuộc vào cách họ "nằm" nếu kết nối sau đó sẽ bị lệch.
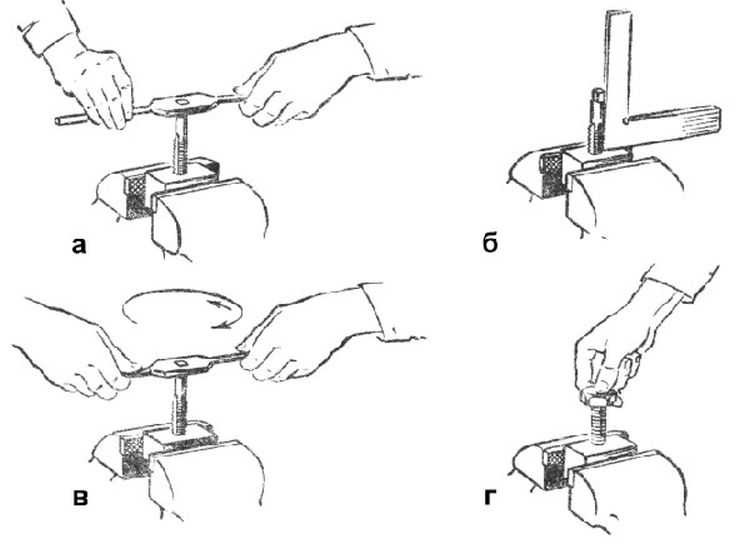
Bằng cách áp dụng một sợi bên trong, bộ phận được cố định bất động. Nếu đó là một mảnh nhỏ, bạn có thể kẹp chặt nó vào một bên. Nếu tấm lớn, hãy cố định tấm bằng các phương pháp có sẵn, chẳng hạn bằng cách cố định bằng các thanh. M
Vòi được đưa vào lỗ sao cho trục của nó song song với trục của lỗ. Với nỗ lực nhỏ, từng chút một, chúng bắt đầu xoắn theo một hướng nhất định. Ngay sau khi bạn cảm thấy điện trở tăng lên, hãy vặn vòi lại và lau sạch vụn. Sau khi làm sạch, quá trình tiếp tục.
Quy trình cắt ảnh
Khi khai thác lỗ mù, độ sâu của lỗ này phải sâu hơn một chút so với yêu cầu - phần vượt quá này phải bao gồm cả đầu vòi. Nếu điều này là không thể về mặt cấu trúc, thì đầu nhọn sẽ bị cắt khỏi vòi. Đồng thời, không thích hợp để hoạt động thêm, nhưng không còn cách nào khác.
Để các lượt có chất lượng cao, người ta sử dụng hai vòi hoặc khuôn - một vòi thô và một vòi hoàn thiện. Đường chuyền đầu tiên được hoàn thành thô, đường chuyền thứ hai - hoàn thiện. Ngoài ra còn có các thiết bị phân luồng kết hợp. Chúng cho phép bạn làm mọi thứ trong một lần.
Một mẹo thực tế khác: để phoi không rơi vào vùng làm việc, khi cắt, hãy quay hết một vòng theo chiều kim đồng hồ, sau đó quay nửa vòng ngược chiều kim đồng hồ. Sau đó, đưa công cụ trở lại vị trí đã dừng và thực hiện một vòng quay lần nữa. Điều này được tiếp tục cho đến khi độ dài yêu cầu.
Các bảng để chọn đường kính của mũi khoan cho ren
Khi tạo ren trong, một lỗ được khoan trước cho nó. Nó không bằng đường kính ren, vì khi cắt, một phần của vật liệu không bị loại bỏ ở dạng phoi mà bị ép ra ngoài, làm tăng kích thước của phần nhô ra. Vì vậy, trước khi áp dụng, bạn phải chọn đường kính của mũi khoan cho ren. Điều này có thể được thực hiện bằng cách sử dụng bảng. Chúng có sẵn cho từng loại ren, nhưng đây là những loại phổ biến nhất - hệ mét, inch, ống.
| Chủ đề hệ mét | Chủ đề inch | Chủ đề ống | |||||
|---|---|---|---|---|---|---|---|
| Đường kính ren, inch | Bước ren, mm | Đường kính khoan, mm | Đường kính ren, inch | Bước ren, mm | Đường kính khoan, mm | Đường kính ren, inch | Đường kính lỗ ren, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1,7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Một lần nữa, chúng tôi thu hút sự chú ý của bạn đến thực tế là đường kính của mũi khoan cho ren được cho là loại thô (ren tiêu chuẩn).
Bảng đường kính thanh ren ngoài
Khi gia công ren ngoài, tình huống cũng rất tương tự - một phần kim loại bị ép ra ngoài, không bị cắt ra. Do đó, đường kính của thanh hoặc ống mà ren được áp dụng nên nhỏ hơn một chút. Độ chính xác - xem bảng dưới đây.
| Đường kính ren, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Đường kính que, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |










Bảng chủ đề. Cột đầu tiên. Chủ đề hệ mét d.b. đã được tính bằng mm, do đó nó là số liệu.
Bản sửa đổi. Bảng chủ đề nữ, tiêu đề cột đầu tiên