Chọn điện cực cho biến tần hàn
Đối với một thợ hàn mới vào nghề, việc lựa chọn điện cực có thể là một vấn đề: có hơn hai trăm nhãn hiệu với các tính chất, mục đích và đặc điểm khác nhau. Hơn nữa, khoảng 100 thương hiệu phù hợp cho hàn hồ quang điện bằng tay với máy biến tần. Không thể kể về tất cả mọi người, vâng, để bắt đầu, điều đó là không cần thiết. Hãy chỉ mô tả ngắn gọn các loại chính và điện cực nào để hàn biến tần phù hợp nhất cho người mới bắt đầu. Chúng ta cũng sẽ nói về đường kính cần lấy và dòng điện cần đặt để hàn kim loại có độ dày khác nhau.
Nội dung của bài báo
Điện cực là gì và lớp phủ dùng để làm gì
Điện cực là một đoạn dây kim loại được phủ một lớp sơn đặc biệt. Trong quá trình hàn, lõi nóng chảy do nhiệt độ hồ quang. Đồng thời, lớp phủ cháy và nóng chảy tạo ra đám mây khí bảo vệ xung quanh khu vực hàn - vũng hàn. Nó ngăn chặn việc tiếp cận oxy trong không khí. Trong quá trình đốt cháy hỗn hợp, một phần của nó chuyển sang trạng thái lỏng và phủ một lớp mỏng lên kim loại nóng chảy, đồng thời bảo vệ nó khỏi tương tác với oxy. Vì vậy lớp phủ đảm bảo chất lượng mối hàn tốt.
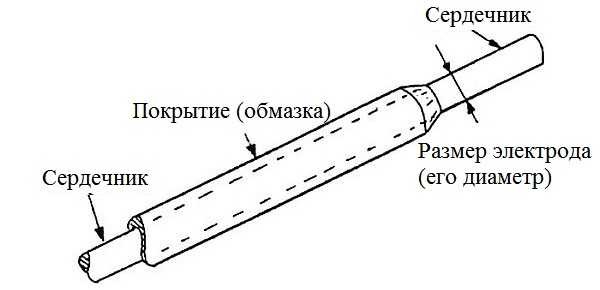
Điện cực hàn bao gồm lõi và lớp phủ bảo vệ
Trước khi bắt đầu hàn, bất kỳ điện cực nào cũng được kiểm tra: lớp phủ không được có phoi. Nếu không, bạn sẽ không đạt được độ nóng đồng đều và đường may chất lượng cao. Ngoài ra, hãy chú ý đến đầu điện cực: độ dày của lớp phủ phải giống nhau ở tất cả các mặt. Sau đó, vòng cung sẽ đi ra ở trung tâm. Nếu không, nó sẽ bị dịch chuyển. Đối với những thợ hàn có kinh nghiệm, điều này không đáng sợ, nhưng đối với những người mới bắt đầu, nó có thể tạo ra những vấn đề hữu hình.
Cần theo dõi độ ẩm của lớp phủ. Một số trong số chúng bắt lửa rất kém ở độ ẩm cao (ví dụ: SSSI). Liên quan đến sự "thất thường" của lớp phủ như vậy, chúng phải được bảo quản ở nơi khô ráo, đảm bảo, nếu có thể, bao bì kín. Bạn có thể cho hộp vào một chiếc túi, và cũng có thể cho một vài túi muối vào hộp đựng giày.
Không đáng để mua điện cực ướt: tất nhiên, chúng có thể được làm khô, nhưng đặc tính của chúng sẽ giảm đi. Tuy nhiên, nếu xảy ra trường hợp các điện cực bị ẩm, chúng có thể được làm khô trong lò gia dụng thông thường ở nhiệt độ thấp (chúng thường được ghi trên bao bì). Cách thứ hai là để trong phòng khô ráo, thoáng gió trong thời gian dài.

Lớp phủ (lớp phủ bảo vệ) của các điện cực là: bazơ, rutil, xenlulo và có tính axit
Các loại lớp phủ và đặc điểm của chúng
Chỉ có bốn loại lớp phủ:
- Căn bản.
- Vô ích.
- Chua.
- Xenluloza.
Lớp phủ cơ bản (SSSI) và xenlulo chỉ thích hợp cho hàn DC. Chúng có thể được sử dụng trên các đường may quan trọng: chúng tạo ra một đường may đàn hồi, chắc chắn có khả năng chịu tải trọng va đập.

Có hơn 200 nhãn hiệu điện cực để hàn, khoảng 100 nhãn hiệu có thể được sử dụng để hàn hồ quang điện bằng tay
Hai loại còn lại (rutil và chua) - có thể hoạt động khi hàn với dòng điện xoay chiều và một chiều. Nhưng lớp phủ có tính axit rất độc hại: bạn chỉ có thể làm việc trong nhà nếu nơi làm việc được trang bị hệ thống chống gió lùa.
Lớp phủ Rutile có màu xanh lục hoặc xanh lam, các điện cực dễ bắt lửa. Chúng bắt lửa tốt ngay cả khi biến tần có điện áp hở mạch thấp (để đánh lửa đáng tin cậy lớp phủ chính, cần có đặc tính điện áp dòng điện tốt, cách chọn máy hàn biến tần, đọc tại đây.).Khi hàn bằng điện cực rutil (MP-3), kim loại hầu như không bắn tung tóe, nhưng có nhiều xỉ và không dễ bong ra: bạn phải làm việc bằng búa.
Bạn có thể quan tâm cách hàn một vọng lâu từ một ống kim loại hoặc là cách làm nhà kho trên khung từ ống.
Cách chọn điện cực cho hàn biến tần
Trước hết, thành phần của lõi được chọn: nó phải giống với loại kim loại được hàn. Thép kết cấu được sử dụng phổ biến nhất trong các hộ gia đình. Đó là từ cùng một dây mà các điện cực nên được. Đôi khi bạn vẫn phải nấu thép không gỉ. Sau đó, lõi cũng phải được làm bằng thép không gỉ, và đối với những loại hợp kim cao và chịu nhiệt thì chúng được làm bằng kim loại có cùng đặc điểm.
Bạn có thể thực hiện tất cả các công việc nhà hoặc công việc xây dựng chỉ bằng một số thương hiệu điện cực:
- MP-3
- SSSI 13/55
- ANO 21
- Được 63,34
Chúng được nhiều người công nhận là điện cực mới tốt nhất hoạt động với máy hàn biến tần: làm việc với họ dễ dàng hơn, đồng thời, họ cho phép bạn nấu những đường may chất lượng cao ngay cả khi không có kinh nghiệm đáng kể. Dưới đây là các đặc điểm và ứng dụng chung của những vật tư tiêu hao mà nhiều chuyên gia coi là điện cực tốt cho biến tần. Trong mọi trường hợp, chúng thường được giới thiệu cho những thợ hàn mới vào nghề để học hỏi kinh nghiệm.
Điện cực phủ Rutile MP 3

Thử điện cực ANO 21 để vận hành trên biến tần
Chúng hoạt động với cả dòng điện xoay chiều và một chiều của bất kỳ cực nào. Cần xử lý nhiệt trước khi hàn: chúng được nung ở 120 ° C trong 40 phút.
| Đường kính, mm | Vị trí điện cực thấp hơn | Vị trí thẳng đứng của điện cực | Vị trí điện cực trên không |
|---|---|---|---|
| 2 | sức mạnh hiện tại 50-90 A | cường độ hiện tại 50-70 A | sức mạnh hiện tại 70-90 A |
| 2,5 | cường độ hiện tại 60-110 A | sức mạnh hiện tại 60-90 A | cường độ hiện tại 80100 A |
| 3 | cường độ hiện tại 90-140 A | cường độ hiện tại 80-100 A | cường độ hiện tại 100-130 A |
Điện cực bằng thép không gỉ OK 63,34
Nếu bạn cần hàn thép không gỉ, hãy thử OK 63.34. Chúng cũng có thể được sử dụng để nấu thép kết cấu. Điều này tạo ra một đường nối với một làn sóng nông với sự chuyển tiếp mượt mà đến bề mặt chính của kim loại. Lượng xỉ nhỏ, dễ đánh tơi.
Nó là tốt để nấu ăn với điện cực này đường nối dọc bằng kim loại 6-8 mm, đi từ trên xuống dưới. Thích hợp cho hàn mông và đùi nhiều đường. Hoạt động với dòng điện một chiều và xoay chiều có cực tính bất kỳ, điện áp mạch hở tối thiểu - 60 V.

Que hàn OK 63,34
Bạn cũng cần một mặt nạ để hàn. Để làm việc dễ dàng hơn, hãy mặt nạ hàn tắc kè hoa.
Cách chọn đường kính của điện cực, cách kết nối nó và cái nào để đặt cường độ dòng điện
Chọn thương hiệu điện cực cho biến tần không phải là tất cả. Ngay cả khi bạn đã quyết định, ít nhất ba câu hỏi vẫn còn lại:
- đường kính của điện cực để sử dụng khi hàn;
- dòng điện nào để thiết lập;
- đầu ra "+" hoặc "-" để kết nối điện cực.
Mọi thứ theo thứ tự. Hãy bắt đầu với đường kính của điện cực cần thiết để hàn. Nói chung, nên tiến hành từ chiều dày của kim loại được hàn: đối với chiều dày nhỏ, điện cực được lấy có đường kính cùng kích thước với kim loại. Nếu bạn hàn kim loại dày 3 mm, thì lấy các điện cực có cùng kích thước. Nếu bạn nấu thứ gì đó dày hơn, hãy lấy 4 mm cho phù hợp. Nhưng sẽ rất khó cho những người mới bắt đầu làm việc với điện cực lớn. Bắt đầu hàn thành thạo với độ dày kim loại từ 3-4 mm. Để làm điều này, hãy sử dụng điện cực 3 mm, hoặc như họ nói "ba".
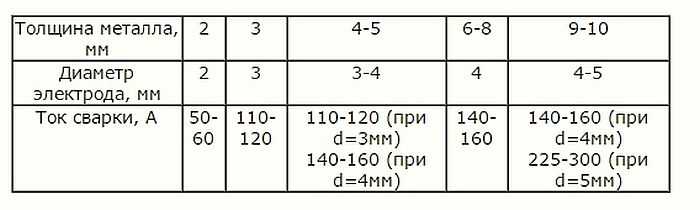
Các khuyến nghị chung để chọn đường kính của điện cực tùy thuộc vào độ dày của kim loại
Về cách kết nối đầu ra với các điện cực. Các thông số kỹ thuật trên bao bì rất có thể cho biết điện cực được sử dụng cho cực nào. Khi được kết nối trở lại với đầu ra dương, hãy kết nối điện cực với cực âm, được nối vào bộ phận này. Với cực thẳng, một điểm cộng được đưa vào một phần, một điểm trừ được áp dụng cho điện cực. Nó trông như thế nào trên một biến tần hàn được hiển thị trong ảnh.

Phân cực thuận và ngược của kết nối trên biến tần hàn
Hai kiểu kết nối này khác nhau như thế nào? Dòng electron có hướng khác. Như bạn đã biết, các electron chuyển từ "trừ" sang "cộng". Do đó, khi hàn, nó chỉ ra rằng phần tử được kết nối với "+" nóng lên nhiều hơn. Bằng cách thay đổi các chế độ kết nối, bạn có thể kiểm soát cường độ đốt nóng kim loại.
Hãy xem xét một số tình huống. Ví dụ, bạn có một điện cực 3 mm và kim loại 2 mm. Nếu "+" được áp dụng cho bộ phận, có thể dẫn đến kiệt sức. Vì vậy, trong trường hợp này, tốt hơn là sử dụng phân cực ngược, lúc đó điện cực sẽ nóng lên nhiều hơn. Nếu bạn muốn hàn kim loại 6 mm với cùng một bộ ba, tốt hơn là thực hiện điều này trên cực trực tiếp: cách này làm nóng kim loại sẽ sâu hơn và đường may sẽ bền hơn.
Cách chọn máy hàn biến tần đọc tại đây... Có thể bạn quan tâm xây dựng hàng rào từ tấm tôn.
Hàn hiện tại
Nói chung, khi lắp đặt điện cực, dòng hàn cho biến tần được đặt tùy thuộc vào đường kính của điện cực được sử dụng. Nói chung, có những khuyến nghị trên mỗi gói, nhưng bạn có thể làm mà không có chúng: đối với mỗi mm đường kính, chúng có dòng điện 20-30 Ampe. Nó chỉ ra một phạm vi khá rộng, nhưng sau đó bạn vẫn cần phải tính đến cách bạn sẽ đặt đường may: có hoặc không có ngăn cách. Đối với hàn mà không có sự phân tách, dòng điện thấp hơn được thiết lập, với sự tách biệt - cao hơn.
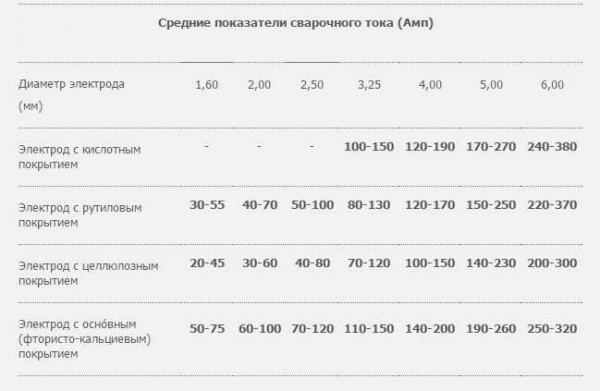
Dòng điện nào nên được nấu bằng các điện cực khác nhau (khuyến nghị chung, chọn chính xác theo kinh nghiệm)
Ví dụ, đối với một điện cực có đường kính 3 mm, dòng điện tính toán thu được từ 60 A đến 90 A. Trong thực tế, chúng hoạt động trong khoảng từ 30 Ampe đến 140 Ampe. Khi hàn không có tách, dòng điện có thứ tự 70-90 A được đặt, với khoảng cách - 90-120 A. Các thông số này có thể "đi" theo cả hai hướng: nó cũng phụ thuộc vào tốc độ chuyển động của đầu điện cực, vào nhãn hiệu và "độ lưu động" của thép được hàn, vào vị trí của đường nối (đối với đường nối dọc và ngang, họ đặt ít hơn một chút, đối với trần - thậm chí ít hơn).
Nói chung, ngay cả dòng điện được nhà sản xuất khuyến nghị cũng không phải là yêu cầu. Bắt đầu với chúng, và sau đó chọn sao cho thuận tiện cho bạn làm việc và đường may đẹp. Bạn sẽ có được kết nối chất lượng cao và bạn sẽ chọn tỷ lệ giữa cường độ dòng điện và tốc độ di chuyển theo thực nghiệm. Trong trường hợp này, được hướng dẫn bởi tình trạng của vũng hàn. Cô ấy là chỉ số chính của bạn về chất lượng.
Trong khoảng cách nấu với hàn biến tần đọc tại đây.

Các lỗi có thể xảy ra khi hàn
Bây giờ bạn không chỉ biết cách chọn điện cực cho hàn biến tần, mà còn biết cách kết nối chúng, đường kính chúng cần cho công việc này, và cách chọn dòng điện cho từng loại điện cực và đường may. Bây giờ chúng ta hãy nói một chút về các giá đỡ điện cực.
Người giữ điện cực
Một trong các cáp hàn có giá đỡ (giá đỡ) để cắm điện cực hàn vào. Chúng có hai loại:
- với một phím kích hoạt, điện cực được kẹp vào chúng tự động khi khóa có lò xo được nhả ra, nó được nhả ra khi bạn nhấn vào nó;
- ren - tay cầm bị xoắn và không được xoắn, giải phóng hoặc kẹp lõi điện cực được lắp vào.
Cái nào tốt hơn? Điều đó tùy thuộc vào bạn, nhưng do vô tình nhấn nút, bạn có thể làm rơi điện cực trong quá trình hàn. Không có gì khủng khiếp xảy ra với điều này, nhưng nó khó chịu ...
Khi chọn giá đỡ điện cực, điều chính là phải chú ý đến cường độ dòng điện mà nó được thiết kế. Chọn theo thông số tối đa có sẵn cho máy hàn của bạn.
Cách kết nối cáp với giá đỡ điện cực hàn kẹp vít được trình bày trong video.
Nhược điểm của kẹp kẹp quần áo là theo thời gian lò xo ép lõi điện cực bị lỏng ra, tiếp xúc kém đi. Chúng tôi phải đặt một cái mới. Làm thế nào để làm điều đó trên một chiếc kẹp quần áo, hãy xem video.
Không khó để kết nối giá đỡ điện cực để hàn. Chỉ có một lưu ý: với công việc thường xuyên, cáp hàn bị sờn mép. Tất nhiên, bạn có thể rút ngắn cáp và nối lại, nhưng không phải lúc nào bạn cũng muốn cắt bỏ dù chỉ 10-20 cm.Để tránh điều này xảy ra, hãy tìm một ống mềm có đường kính bên trong bằng hoặc nhỏ hơn một chút so với đường kính bên ngoài của cáp hàn. Cắt một miếng nhỏ - 15 cm - và cắt theo chiều dọc. Bây giờ nó có thể được đưa vào dây cáp, kéo lên và cố định ở đó.










Xin chào. Bài báo được viết tốt, trình bày rõ ràng về các loại điện cực khác nhau. Có nhiều nhu cầu hơn. Tôi muốn bổ sung từ chính mình. Một chút. Thành thật mà nói, các điện cực của LEZ MP-3S không nấu kém, ở các vị trí khác nhau. Nhưng quá trình hàn không mềm, mà là độ cứng trung bình. Nhưng các điện cực của LEZ ANO-21 được nấu chín mềm hơn, chúng bắt lửa lại tốt hơn. Ý kiến của tôi không phải là một chuyên gia, mà là một thợ hàn tự học 🙂 Kết luận của tôi chỉ là ý kiến bên ngoài. Tôi nấu ăn bằng máy hàn biến tần Rilon Profi ARC 200 A. Tôi khuyên dùng hàn cho những người mới bắt đầu quyết định bắt đầu hàn 🙂
Đơn giản, dễ tiếp cận và từ chính bản thân bạn, và không bị cắt đứt ở đâu đó.
Hội đồng.
Thêm một câu: "Tôi đã thích nó, đừng quên tắt trình chặn quảng cáo và nhấp vào gogle +, v.v.".
Các trang web như vậy cần phải nâng cao xếp hạng, và nhiều người sẽ rời đi sau khi đọc nó.
Bài báo hay. Nó đủ cho người mới bắt đầu. Biến tần, mặt nạ, điện cực được mua. Các mảnh kim loại không cần thiết cũng có sẵn. Chỉ có điện cực chúng tôi bán là chỉ có Trung Quốc. Mọi người đều sôi, họ không phàn nàn. Tôi đang đợi cuối tuần, đi đến dacha và với sự giúp đỡ của bài viết này, tôi bắt đầu luyện tập.
Tôi đọc nhiều bài báo khác nhau. Đây là một trong những nội dung hiếm hoi. Cảm ơn tác giả.
Tôi có một thiết bị Fubag IQ 200. Các điện cực được tìm thấy bởi "Resanta" MR-3 3 mm.
Tôi là một người mới.